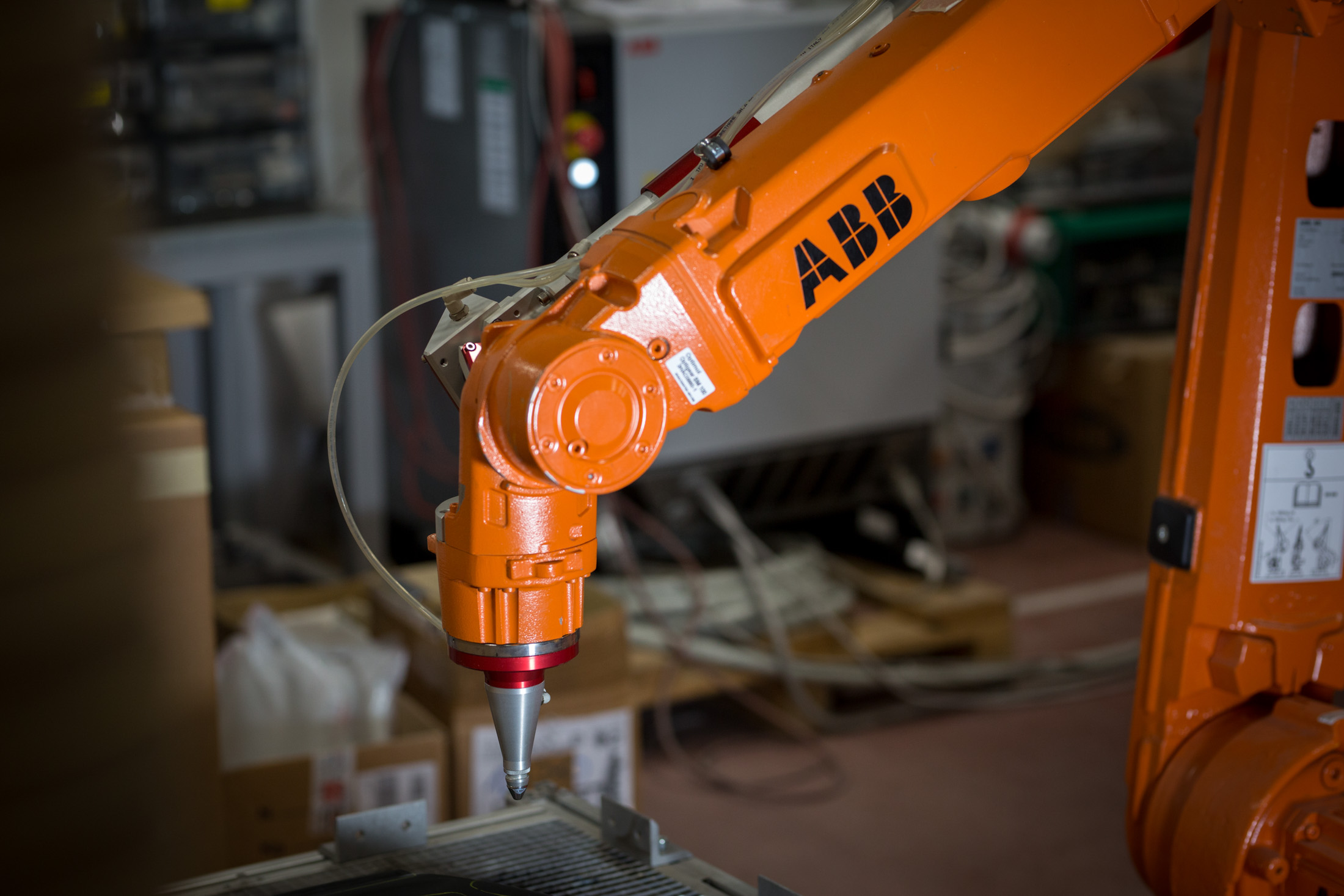
RX è un sistema robotizzato di taglio laser ad alta precisione ed elevata flessibilità. In questo articolo potrai scoprire gli aspetti principali che caratterizzano il controllo e le impostazioni dei parametri di taglio quando si lavora con il Sistema RX.
RX è un robot laser equipaggiato con sorgente laser a radiofrequenza RF899 di 850 Watt. Quali sono i due principali fattori che determinano l’energia applicata al pezzo da tagliare con RX?
1. Il fascio laser focalizzato
2. La forza meccanica del getto di gas
L’energia sprigionata dal sistema RX viene controllata con i seguenti parametri:
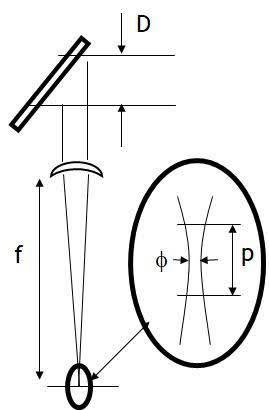
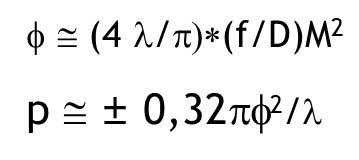
1. Densità di potenza: è il rapporto tra la Potenza emessa dalla sorgente e la superficie dello spot size nel piano focale:
- diametro dello spot size che dipende dalla lunghezza focale della lente
- potenza emessa che è controllata con una tensione di comando.
2. La pressione del gas
3. La velocità di taglio
Focalizzazione del fascio laser
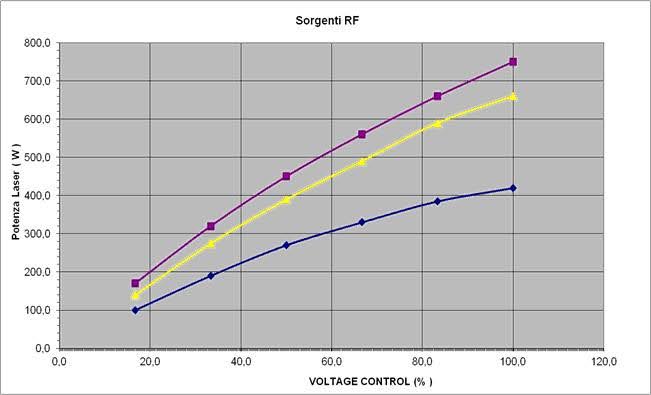
In tutti i laser a Co2 a radiofrequenza la potenza emessa dal laser si controlla attraverso un comando di tensione.
 |
|
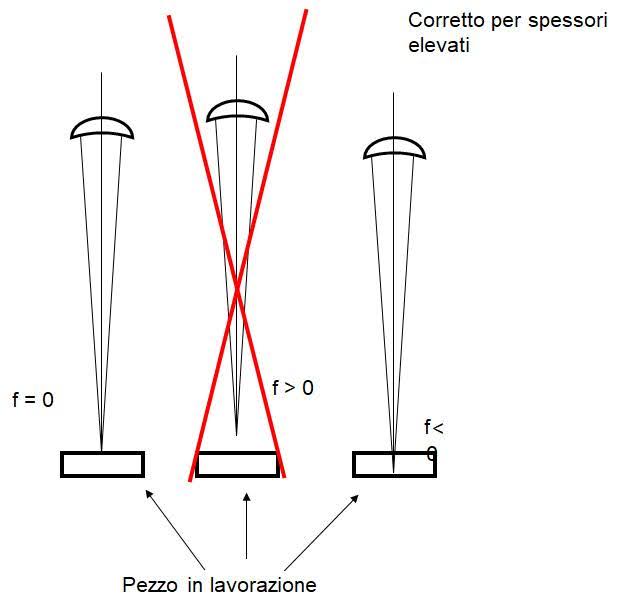
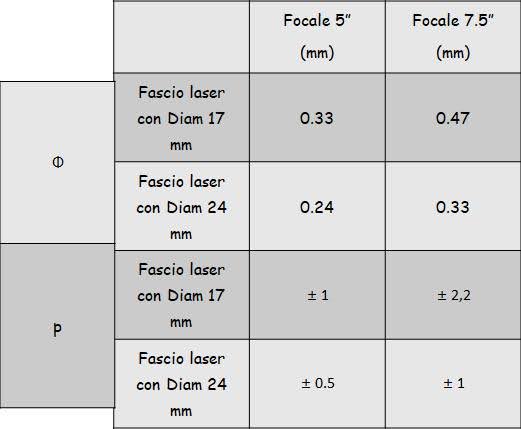
Distanziandosi dal piano focale, aumenta il diametro dello spot size e, conseguentemente, diminuisce la concentrazione dell’energia laser. Questo comporta una bassa efficienza delle prestazioni di taglio. Una lente a focale lunga, produce uno spot size più grande, ma ha una profondità di campo più ampia. Una focale corta, invece, produce uno spot size piccolo, ma ha una profondità di campo piccola. In genere si utilizza la focale da 5” (pollici)per spessori piccoli, mentre si utilizza quella da 7,5” per spessori alti.
Forza meccanica del getto di gas
Per forza meccanica, si intende la pressione del flusso del gas di copertura presente sulla testa di taglio. Mediante un ugello la cui funzione è quella di dirigere un flusso di gas, in maniera coassiale con il fascio focalizzato per rimuovere il materiale dalla zona di taglio.
Il flusso di gas dipende da:
- La pressione del gas
- La geometria dell’ugello, principalmente dal diametro del foro di uscita.
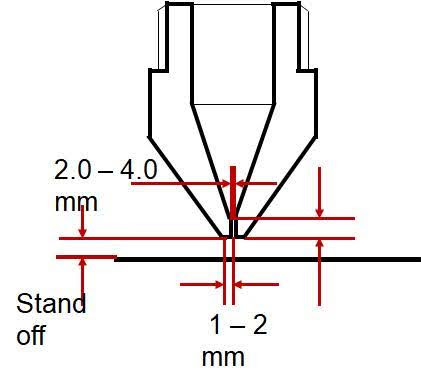
- La distanza di stand off, tra l’ugello e la superficie del pezzo in lavorazione.
Tipica geometria dell’ugello
Allineamento
Gli altri fattori da controllare per un perfetto taglio del materiale sono:
- l’allineamento del fascio rispetto all’uscita dell’ugello
- la giusta distanza dal piano focale.
Nella figura sotto sono rappresentate le due uscite possibili del fascio, allineata o disallineata. Solo il perfetto allineamento consente il giusto taglio del materiale.
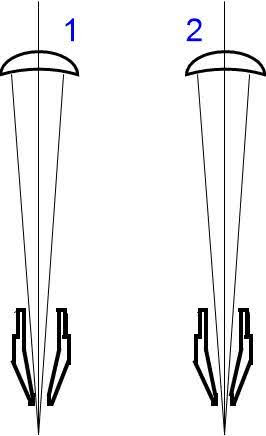
Disallineamento (1)
L’asse dell’ugello non coincide con la direzione di propagazione del fascio focalizzato.
Allineamento corretto (2)
L’asse dell’ugello coincide con la direzione di propagazione del fascio focalizzato.
Aggiustamento della posizione del piano focale
La qualità del taglio dipende dalla posizione del piano focale.